Why In-House Branded Apparel Production Is a Game-Changer for Growing Brands
In-house branded apparel production is the practice of manufacturing, decorating, and fulfilling custom branded clothing and merchandise under your own roof — or through a tightly controlled, dedicated production partner — rather than routing orders through third-party brokers or overseas factories.
Here's what that means in practice:
| Feature | In-House Production | Outsourced / Third-Party |
|---|---|---|
| Turnaround time | 24–48 hours to 2 weeks | Weeks to months |
| Minimum order qty | Zero to low (even single units) | Often 100–500+ units |
| Brand consistency | High — direct oversight | Variable — depends on vendor |
| Cost per unit | $3–$200 depending on product | Similar, plus broker markups |
| Inventory risk | Low — produce on demand | High — bulk orders upfront |
| Quality control | Built into every step | Difficult to enforce remotely |
For HR managers at fast-growing companies, the problem is real. You need branded apparel — fast, consistent, and on-budget. But the traditional model of placing bulk orders with overseas factories means slow lead times, backorders, and stacks of unsold inventory gathering dust in a warehouse.
In-house production flips that model. Instead of waiting 8–12 weeks for a shipment from overseas, brands working with true in-house manufacturers can get orders produced and shipped in as little as 24–48 hours — with no minimum order quantities and full control over how their brand looks on every item.
The stakes are higher than ever. U.S. tariffs on Chinese imports have climbed to an average of 145%, making the old "cheap overseas" playbook increasingly expensive. Brands that built their supply chain around low-cost Chinese manufacturing are now scrambling to find alternatives — and in-house or nearshore production is emerging as the smarter path forward.
I'm Steven, and at Apparel Boss I've spent years using sales and marketing expertise to help brands build stronger merchandising strategies, including navigating the shift to in-house branded apparel production. This guide covers everything you need to evaluate whether bringing production closer to home is the right move for your brand.
Understanding In-House Branded Apparel Production vs. Outsourcing
When we talk about in-house branded apparel production, we are describing a shift in power. In the traditional model, a brand acts as a customer to a factory. In the in-house or vertically integrated model, the production facility is an extension of the brand itself.
This difference is most apparent when looking at the supply chain. Traditional outsourcing often involves a "broker"—a middleman who takes your order and finds a factory to make it. This adds a layer of cost and a massive wall of silence between you and the person actually sewing your shirts. By contrast, domestic in-house production offers direct oversight. If a thread color is off, it’s caught instantly, not six weeks later when a shipping container arrives from across the ocean.
Defining the In-House Model
The in-house model is defined by vertical integration. This means we control multiple stages of the value chain. Instead of just designing a logo and hoping for the best, an in-house setup handles the technical design, the sourcing of blank goods or raw fabrics, the decoration (printing or embroidery), and the final fulfillment. This results in "production agility"—the ability to pivot quickly if a certain style becomes a bestseller or if a brand update requires a new look across all merchandise.
The Shift from Traditional Third-Party Manufacturing
Why are so many brands moving away from third-party manufacturing? It usually comes down to three headaches: lead times, communication barriers, and inventory risks.
- Lead Times: Overseas production often requires a 3-to-6-month window.
- Communication: Misunderstandings about "tech packs" (the blueprints for clothing) can lead to entire shipments being unusable.
- Inventory Risks: To get a good price from a third-party factory, you usually have to order thousands of units. If the style doesn't sell, you’re left with "dead stock."
The Strategic Benefits of In-House Production for Modern Brands
For a modern business, your branded gear is more than just a uniform; it’s a walking billboard. In-house branded apparel production allows you to treat your merchandise with the same precision you apply to your digital marketing.
Eliminating Minimum Order Quantities (MOQs)
One of the most significant barriers to entry for high-quality custom gear has always been the Minimum Order Quantity (MOQ). Traditional factories might demand 200 to 500 pieces per style. With an in-house, on-demand workflow, we can process single quantities. This eliminates inventory liability. You don't need to rent a warehouse to store 500 "Large" hoodies just because that was the factory minimum. You produce what you need, when you need it, significantly reducing waste and upfront capital requirements.
Faster Turnaround and Market Responsiveness
In retail and employee engagement, speed is currency.
- Domestic Speed: Domestic facilities can often handle reorders in 10–14 days.
- On-Demand Speed: Advanced on-demand setups can ship most items in 24–48 hours. This responsiveness allows brands to capitalize on trends. If your company has a sudden "win" or a viral moment, you can have commemorative gear in your employees' hands by the end of the week, not the end of the quarter.
Essential Technologies Powering In-House Branded Apparel Production
You can't achieve world-class results with a hobbyist's heat press. True in-house branded apparel production requires an investment in industrial-grade technology and, more importantly, the software to manage it.
Advanced Decoration Methods for In-House Branded Apparel Production
To provide a full suite of "private label" quality products, a facility needs diverse decoration capabilities:
- Direct-to-Garment (DTG): Ideal for high-detail, full-color designs on cotton. It works like an inkjet printer for shirts, allowing for single-unit production with no setup fees.
- Embroidery: Using high-end machines (like Tajima) and fine digitizing, this provides a premium, durable look for hats, jackets, and polos.
- Screen Printing: Still the gold standard for bulk orders, offering vibrant colors and cost-efficiency at scale.
- UV Inkjet & Laser Engraving: These aren't just for clothes. In-house production often extends to "hard goods" like powder-coated drinkware, pens, and awards using CO2 or Fiber lasers.
- Sublimation: Perfect for "all-over" prints on polyester performance wear, ensuring the design never fades or cracks.
The Role of Software in In-House Branded Apparel Production
The secret sauce isn't just the machines; it's the proprietary software that connects them. Modern production uses automated workflows where a customer order on an e-commerce site triggers a production file. We use QR code scanning to ensure precision. When an operator scans a garment, the software automatically retrieves the correct artwork and machine settings. This eliminates human error and allows us to batch single items into efficient production runs.

Navigating Costs and Global Supply Chain Shifts
Deciding where to produce your apparel is often a financial calculation involving "landed costs"—the total price of a product once it hits your door, including shipping and taxes.
The Impact of Tariffs and Nearshoring
The global trade landscape has changed drastically. With U.S. tariffs on Chinese goods averaging 145%, many brands are looking at "nearshoring"—moving production to closer regions like the Dominican Republic. Under agreements like CAFTA-DR, goods from the Dominican Republic can enter the U.S. duty-free. While overseas production in places like Indonesia might offer a 10% tariff, the speed and tax benefits of nearshoring or domestic production often result in a lower total cost of ownership.
Cost Analysis: Initial Setup vs. Long-Term Savings
While the per-unit cost of a mass-produced shirt in a high-volume overseas factory might be lower ($3 vs $15), that doesn't tell the whole story.
- Private Label Pricing: Typical private label products range from $14.99 to $22.99 per unit.
- The Hidden Costs of Outsourcing: When you factor in shipping delays, tariff spikes, and the cost of unsold inventory, the "cheap" overseas option often becomes more expensive. In-house production offers higher margins because you only pay for what you sell.
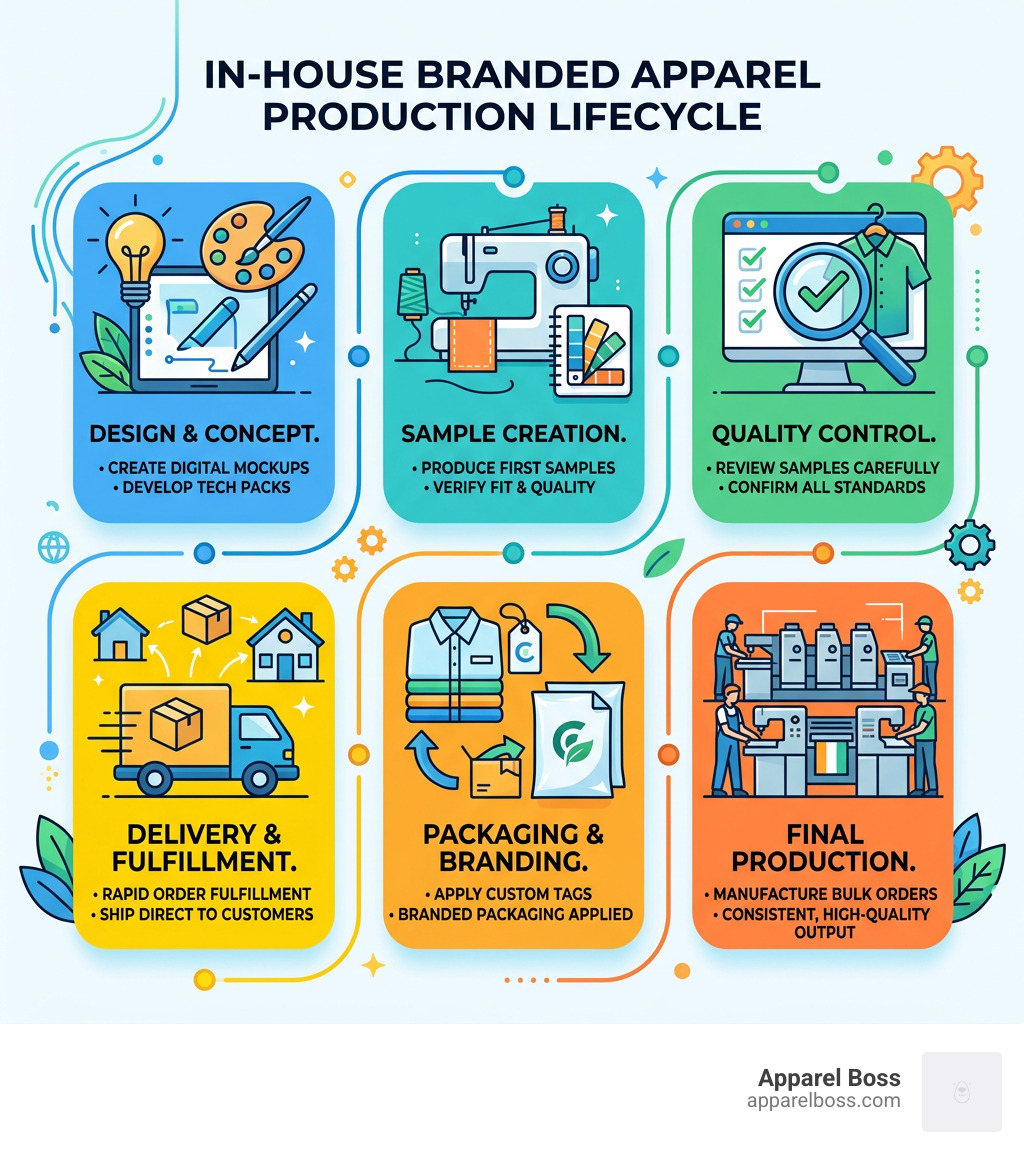
From Design to Delivery: The In-House Production Workflow
How does a concept become a finished product? The in-house process is a streamlined 7-step journey designed for quality and speed.
Product Development and Sampling
It all starts with the "Tech Pack." This is the blueprint that includes measurements, stitch types, and fabric weight (measured in GSM).
- Design & Development: We refine your vision to ensure it's both beautiful and "manufacturable."
- Sampling: We produce a "road sample." This is a physical prototype used to test fit and fabric. In private label programs, this phase usually takes about 6 weeks to ensure every detail is perfect before the "bulk" button is pressed.
Quality Control and Distribution
Once the sample is approved, we move to bulk production.
- Bulk Production: Using automated batching, we move the order through the chosen decoration methods.
- Quality Control: Every single unit undergoes a "stitch-by-stitch" inspection. We check for durability, color accuracy, and finishing.
- Fulfillment: This is where the magic happens. We can ship in bulk to a warehouse, or provide direct-to-consumer fulfillment where the item goes straight from the production line to the end user. More info about apparel services
Frequently Asked Questions about In-House Production
What is the difference between private label and white label apparel?
White label clothing is a generic product produced for many different brands to put their logo on (like a standard blank t-shirt). Private label is more exclusive; the brand has more control over the specific garment construction, custom tags, and unique fabrics. Private label helps you "stand out" rather than blending in with off-the-shelf blanks.
How does in-house production handle backorders and inventory?
Because we use an on-demand model, we effectively eliminate backorders. We don't have to wait for a "minimum" to be reached to start printing. If someone orders one shirt, we print one shirt. This removes the "out of stock" message that kills so many online company stores.
Can in-house production support fully custom cut-and-sew designs?
Yes. While many on-demand programs use high-quality blanks, a full in-house manufacturer can handle "cut-and-sew." This is where we start with a roll of fabric, cut the patterns, and sew the garment from scratch. This is the ultimate path for brands that want a unique fit or specialized performance features.
Conclusion
Mastering your brand requires control. In an era of unpredictable global shipping and rising tariffs, in-house branded apparel production provides the stability and speed that modern businesses demand. By eliminating minimums and integrating advanced technology with e-commerce, we help you move from "ordering swag" to "managing a brand."
At Apparel Boss, we pride ourselves on a white-glove service that takes the technical heavy lifting off your plate. Whether you are looking for a 2-3 week turnaround on a bulk order or a 24-hour fulfillment for an employee store, our in-house capabilities ensure your brand always looks its best.
Ready to scale your merchandise without the inventory headaches? Master your brand with Apparel Boss
Mastering Your Brand with In-House Apparel Production